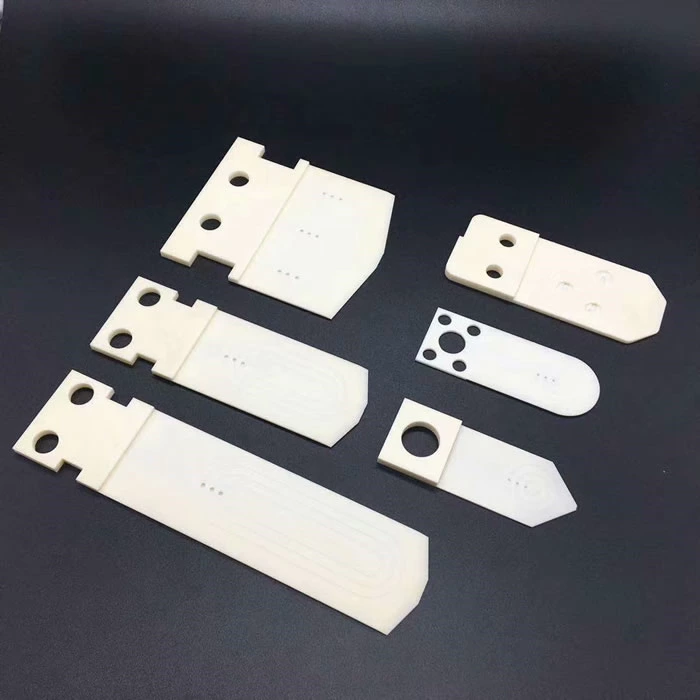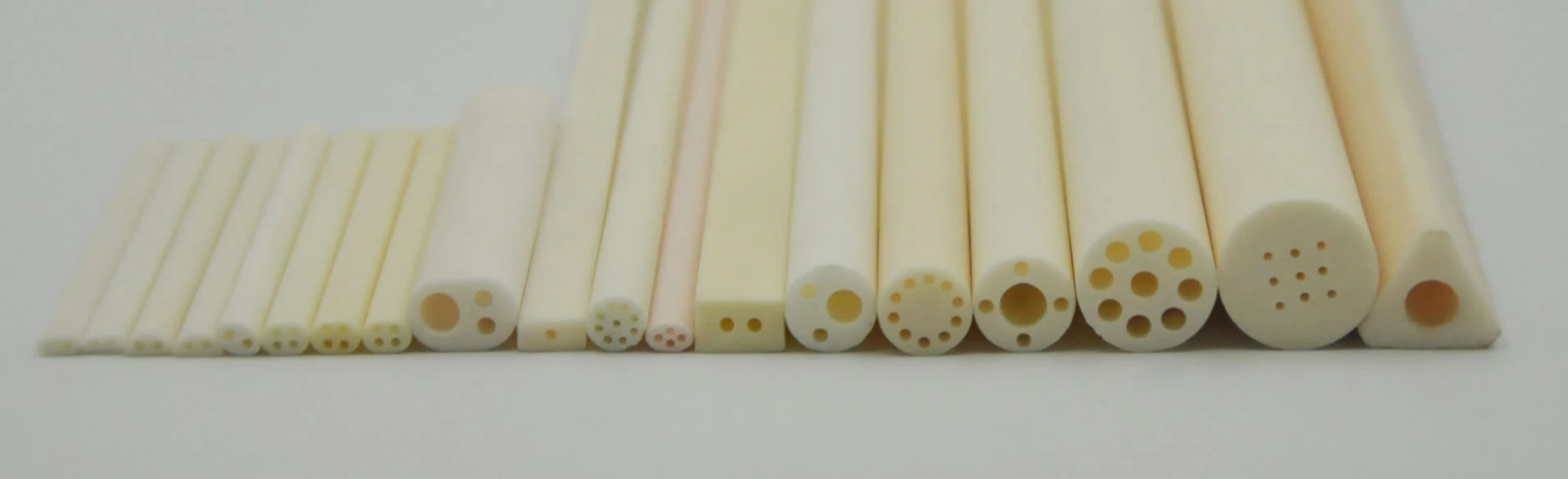
可加工陶瓷件
- 品牌
- 3X陶瓷
- 材质类型
- 可加工陶瓷
- 起订量
- 5 件
- 硬度
- 4~5 Moh
- 密度
- 2.48g/cm3
- 最高使用温度
- 800℃
- 热导
- 1.71W/m.k
- 抗压强度
- >508Mpa
- 抗弯强度
- >108Mpa

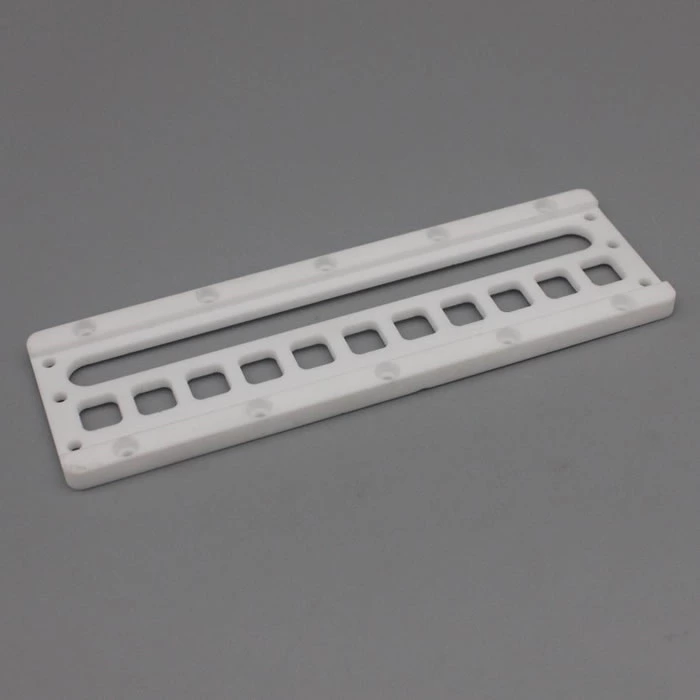
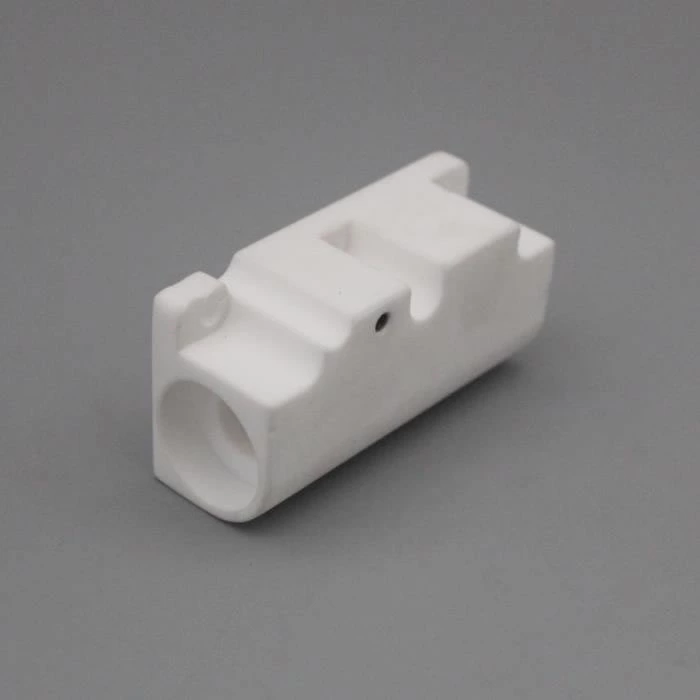




可加工陶瓷说明:
可加工陶瓷是一种新型陶瓷材料,该材料通常利用金属加工工具和设备可以计算出产品的精密公差,这里简要介绍其加工工艺和方法。
车床加工:
车床加工操作的关键是要采用低切削速度,最好能达到100转/分以上,较低的速度可以使工件冷却,从而防止陶瓷表面出现小裂纹,进给速度为0.05 0.13毫米/分。水冷或皂化液冷。熟练后车毛刀用45度刀具磨成3mm是没有问题的。
在汽车上制造可加工陶瓷螺纹时,也应使用低速。每种刀具的切削量可在0.03-0.05mm范围内。
当刀具入口和速度合适时,可以使用高速钢和硬质合金钢刀具头,而硬质合金钢刀具头更好。刀具几何参数:
刀具刃角φ=80°刀具副刃角φ1=5°-6°
倾斜角度l=-2°卸压角度a=10°-12°
前角g=15°-25°
铣削加工:
铣削过程类似于车床加工。采用硬质合金刀具,低速50-60rpm,进给速度0.03-0.4mm/r,切削深度不大于3mm。
铣削平面、端面或球体时,切屑槽的数量无关紧要,对于较小的铣削零件,两个切屑槽铣刀优于四个切屑槽铣刀。
钻孔加工:
钻孔速度和进给速度之间的关系如下所示
|
钻孔(mm) |
转速 (rpm) |
进料比率(mm/r) |
|
6-7 12-13 20 25 50 |
300 250 200 100 50 |
0.13 0.18 0.25 0.30 0.38 |
如果要钻大一点的孔,最好先钻1.5mm左右的孔,并在孔的端面底部钻一个与孔大小相同的圆锥体,以免钻穿周边冒落,这样的钻孔效果会更好。或者在两边钻孔。或者做一个钻孔模具。如果你想钻一个大洞,最好按顺序钻6、8、10。
薄壁件加工时,先加工内圈,再加工外圈。
使用高速钢、硬质合金钻头或硬质合金扭转钻头。平头钻(组钻)比尖头钻好,在追求高效率时可使用钨钢钻。
螺纹攻丝:
可加工陶瓷的攻丝与金属材料的攻丝有些不同。孔与待攻丝孔之间的间隙应大于金属的间隙。攻丝时,孔中扣环的侧面倾斜,攻丝应始终朝一个方向旋转,而不是反向旋转。攻击后,工件在水中漂洗后进行漂洗,然后在水中漂洗后取出丝绸。圆锥体、四个切屑槽比两个带切屑屑的丝锥好。水在攻击中流动,或者水在水中。
锯切:
可加工陶瓷可通过各种类型的锯加工。钢锯是一种常用工具,可以使用硬质合金锯条,金刚石锯条的使用比其他玻璃或陶瓷的可加工性容易十倍以上。使用碳化硅锯片时,速度会降低。
研磨:
非批量加工时,夹紧时,注意缓冲牛皮纸或砂纸缓冲,避免夹紧过紧。
可加工陶瓷磨削是最快、最经济的方法,尤其是使用金刚石砂轮来保持产品的精确形状,其使用寿命更长,可以使用碳化硅或氧化铝砂轮。
如果使用直径为200mm的砂轮,速度可以为300-2400mm/,最好为1800mm/,砂轮速度为3600rpm。在研磨过程中,应使用冷却水。
精加工:
为消除机加工表面的痕迹,可在6mm厚的薄粘布上清洗抛光约15分钟后,用氧化铝或氧化铈抛光粉进行加工,表面光洁度为0.5。
可包裹在0.05-0.10mm薄铜带内,涂400用途碳化硅膏。
冷却液:
为了获得精度公差,应添加适量的冷却液来冷却材料,如皂化液、煤油或水((例如)
工件直径:Ф20mm(圆柱车削)
工具材料:YT15
切割条件:V=25.4米/分钟S=0.085mm/R t=3.5mm
加工200-250mm需磨一次
2.工件直径:Ф5(圆柱车削,钻孔Ф2.2,深度25mm)
工具材料:YT15,钻头材料:W18Cr4V
切割条件:V=7.65m/min S=0.085mm/R,t=2mm
研磨50毫米需要打磨一次
钻孔Ф2.2,手动进给。
铣削:n=102 R/min S=14mm/min
T粗=1-3mm,T细=0.01-0.50mm
钻孔:n=200-490 R/Min
工具:普通立铣刀、盘铣刀(单刀)和普通钻头。
对于表面复杂、加工困难的工件,最好使用专用夹具。使用高速钢刀具时,汽车、铣削和钻孔不能用水冷却。使用硬质合金刀具时,通常采用水或乳化液冷却。
可加工陶瓷参数:
|
项目 |
Value |
Remark |
|
密度 |
2.48g /cm3 |
Archimedes |
|
外观孔隙率 |
0.069% |
|
|
吸水率 |
0 |
|
|
硬度 |
4~5 |
Moh |
|
颜色 |
White |
|
| 热膨胀系数 |
72×10-7/°C |
-50°C to 200°C average |
|
导热率 |
1.71W/m.k |
25°C |
|
使用温度 |
800°C |
|
|
抗弯强度 |
>108MPa |
|
|
抗压强度 |
>508 MPa |
|
|
热冲击断裂韧性 |
>2.56KJ/ m2 |
|
|
弹性模量 |
65GPa |
|
|
介电损耗 |
1~ 4×10-3 |
Room temperature |
|
介电常数 |
6~7 |
" |
|
热冲击强度 |
>40KV/mm |
样品厚度 1mm |
|
体积电阻 |
1.08×1016Ω.cm |
25°C |
|
1.5×1012Ω.cm |
200°C |
|
|
1.1×109Ω.cm |
500°C |
|
|
室温出气率 |
8.8×10-9 ml/s. cm2 |
真空燃烧 8 小时 |
|
氦气穿透率 |
1×10-10ml/s |
500°C 烧结后 , 冷却到室温 |
|
5%HC1 |
0.26mg/ cm2 |
95°C, 24 小时 |
|
5%HF |
83mg/ cm2 |
" |
|
50%Na2CO3 |
0.012 mg/ cm2 |
" |
|
5%NaOH |
0.85mg/ cm2 |
" |